


产品展示
详细介绍
注塑加工表面质量和检验要求
(1) 原料必须按工艺要求充分干燥,不能有水分,否则注塑成型后表面会有银线
(2) 注射温度、压力、时间等符合工艺参数卡的要求,应严格控制注射速度,注射速度过快会导致涂层与基体之间的附着力差 (电镀件注射速度控制在15%-35% 之间)
(3) 在注塑过程中,不能使用脱模剂,特别是含有硅油的脱模剂,否则会影响涂层的附着力;
(4) 中间停机后应清除物料,以避免由于停留时间过长而导致原料在螺杆中降解而导致注塑产品的脆性;
(5) 注塑件的表面不得进行抛光和抛光,以免影响镀层与基体之间的附着力;
(6) 在注塑过程中,操作人员必须戴上干净的棉制手套,以免注塑后污染产品表面;
(7) 内部应力控制: 产品不允许有较大的内部应力,注射成型后应进行内部应力检测 (采用冰醋酸浸法)
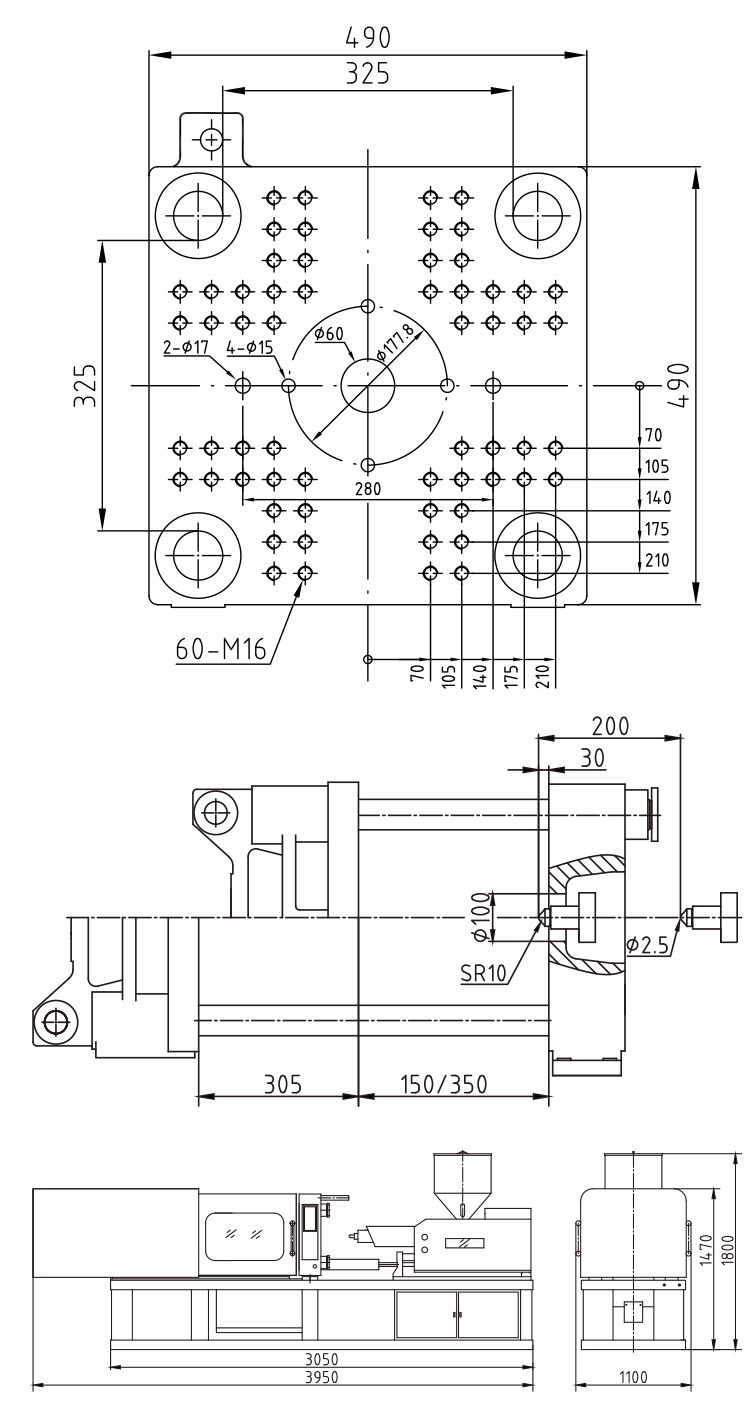
(8) 尺寸控制: 长度、装配脚或装配孔符合图纸和检查工具测量要求
|
标准 |
TYD88SV |
|||
|
注射单元 |
单位 |
A |
B |
C |
|
螺钉直径 |
mm |
φ34 |
φ36 |
φ38 |
|
螺杆比 |
L/D |
21.6 |
20.4 |
19.3 |
| 理论注射量 |
厘米3 |
140 |
157 |
175 |
| 理论注射重量 (PS) |
g |
127 |
142 |
158 |
|
注射压力 |
Mpa |
184 |
164 |
147 |
|
注射速率 |
g/s |
91 |
102 |
114 |
|
注射笔画 |
mm |
155 |
||
|
螺杆速度 |
rpm |
0 ~ 228 |
||
|
夹紧单元 |
|
|
||
|
夹紧力 |
KN |
880 |
||
| 开口行程 |
mm |
305 |
||
| 模具厚度 (最小-最大) |
mm |
150-350 |
||
| 拉杆之间的空间 (WxH) |
mm |
325 × 325 |
||
|
弹射力 |
KN |
31 |
||
|
中风 |
mm |
70 |
||
|
号码执行者 |
p |
1 |
||
|
其他 |
|
|
||
| 最大液压系统压力 |
Mpa |
16 |
||
|
泵驱动功率 |
千瓦 |
11 |
||
|
堆力 |
千瓦 |
6.8 |
||
|
油箱容量 |
L |
230 |
||
| 机器尺寸 (长x宽x高) |
m |
3.95x1.10x1.80 |
||
|
机器重量 |
T |
2.4 |
||
● 当您有其他特殊要求时,请告知我们。
● 以上数据仅供参考,泰一德可能会发生变化,恕不另行通知。
客户留言
感谢您对我们的关注。如果您有任何建议或意见,请给我们留言。